
��νoģ�߃Ȍ������z
2018-07-06 23:02:57 �c����12293
�����B�mģ�����b���^���У��Ȍ�����Ҫ���z����֮���ε�ճ����ģ��ȣ����z��Ŀ���Ǟ��������ӹ��`����ģ�߾��ȡ�С������́����εĽ�Bһ�������z�IJ��E��
���zǰ�Ĝʂ乤����
1.����ģ�壬�������������ȫ����λ�������ѽ��z��ꮅ��
2.�ʂ�������o�����ߣ���G�͊A,�ƾ�, ��, 680�����z,�ɸ��ȸߵ�ľ�K,Ĩ���ȡ�
3.����cģ���g����ϙz���ꮅ��
4.���������ϴ�Ƀ���
���z���E������ʮ���̓Ȍ���������
1.����ģ肼������b����ģ���У��ٌ���ģ��ɶ˷��ڵȸߵ�ľ�K�ϡ�
3.�ѹ̶���肼��䵽�̶����У����̶��壬Ó�ϰ������ģ���ϣ��ö�λ�N�����K�嶨λ���ٌ��ɶ���G�ΊA���ЊA�A�o��
4.���_�^�Ĺ̶����������뵽ģ���У�����^�o���Ʋ���λ���Ǿ���ģ������g��и��棬����_�z������������b��_�^��
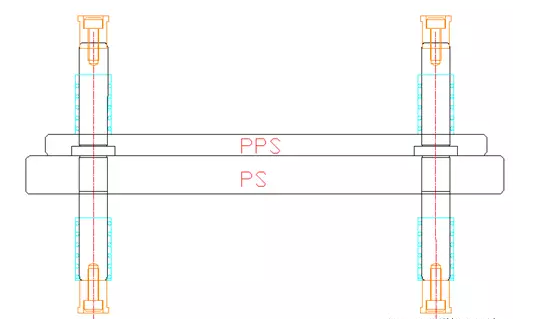
5.��ģ�߷��^�����ʂ����ģ�Ȍ��ף��ڌ�������Ϳ��680�zˮ���������뵽��ģ��ȡ���������ճ�B���ȣ������A���ڌ������ܴ�ĥһȦС�h�Ͱ��ۡ�
7.���Ƀ����Ϛ������zˮ����ģ�߷���4С�r���ϡ�
8.���zˮ���̺��Ȍ����ڛ_�^�ó����ٌ��N��ó������_3�Kģ�壬�_ʼ��һ���b�䡣
���zǰ�Ĝʂ乤����
1.����ģ�壬�������������ȫ����λ�������ѽ��z��ꮅ��
2.�ʂ�������o�����ߣ���G�͊A,�ƾ�, ��, 680�����z,�ɸ��ȸߵ�ľ�K,Ĩ���ȡ�
3.����cģ���g����ϙz���ꮅ��
4.���������ϴ�Ƀ���
���z���E������ʮ���̓Ȍ���������
1.����ģ肼������b����ģ���У��ٌ���ģ��ɶ˷��ڵȸߵ�ľ�K�ϡ�
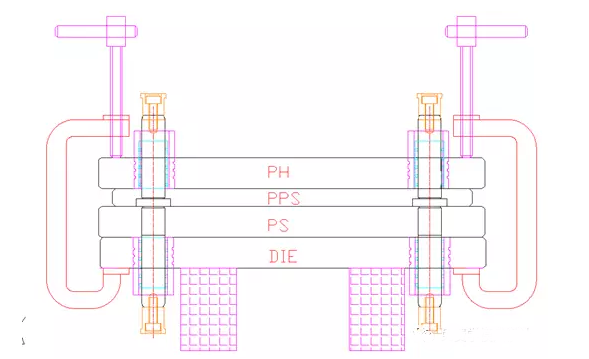
2.��肼�������ᘻ����b��Ó�ϰ��У��ٌ�ʮ�����p�p����Ó�ϰ��У���Ó����o�i��Ó�ϰ��ϡ����D��ʾ��
3.�ѹ̶���肼��䵽�̶����У����̶��壬Ó�ϰ������ģ���ϣ��ö�λ�N�����K�嶨λ���ٌ��ɶ���G�ΊA���ЊA�A�o��
4.���_�^�Ĺ̶����������뵽ģ���У�����^�o���Ʋ���λ���Ǿ���ģ������g��и��棬����_�z������������b��_�^��
5.��ģ�߷��^�����ʂ����ģ�Ȍ��ף��ڌ�������Ϳ��680�zˮ���������뵽��ģ��ȡ���������ճ�B���ȣ������A���ڌ������ܴ�ĥһȦС�h�Ͱ��ۡ�
6.�ٰ�ģ�߷��D������λ�ã����̶��������棬�ڌ�������Ϳ��680�zˮ���������뵽�̶���ȡ������z��D��ʾ��
7.���Ƀ����Ϛ������zˮ����ģ�߷���4С�r���ϡ�
8.���zˮ���̺��Ȍ����ڛ_�^�ó����ٌ��N��ó������_3�Kģ�壬�_ʼ��һ���b�䡣
- ��һƪ���߾��܌��������x���_��ĥ�ӹ� 2018-07-11
- ��һƪ���L�錧���x����Ҫ����ʲôԭ�t 2018-07-04
